Understanding and Selecting Performance Additives for Rubber Compounding
By Mark Stewart, Sr. Technical Service Representative, HEXPOL Compounding
Abstract: This white paper addresses when and how to use performance additives. When properly selected, performance additives bring value and clear benefits to the application. They address manufacturing and process concerns to help maintain quality and consistency during compounding.
The number of available additive options can be overwhelming to compounders and plant chemists. Therefore, a systematic approach to performance additive selection should used to define objectives clearly, such as: better throughput, precise control of critical ingredients, lower costs with shortened mixing cycles, timely and complete dispersion, worker safety, and color control, to name a few.
Reasons for using performance additives, proper selection of additives to meet application objectives, different performance additive types, and manufacturing and cost benefits are addressed in this white paper.
Introduction
Use powders anytime they satisfy specifications and application requirements when compounding and mixing rubber. Powders provide the least expensive approach to rubber compounding. Additives are not needed when they don’t bring value or provide clear benefits.
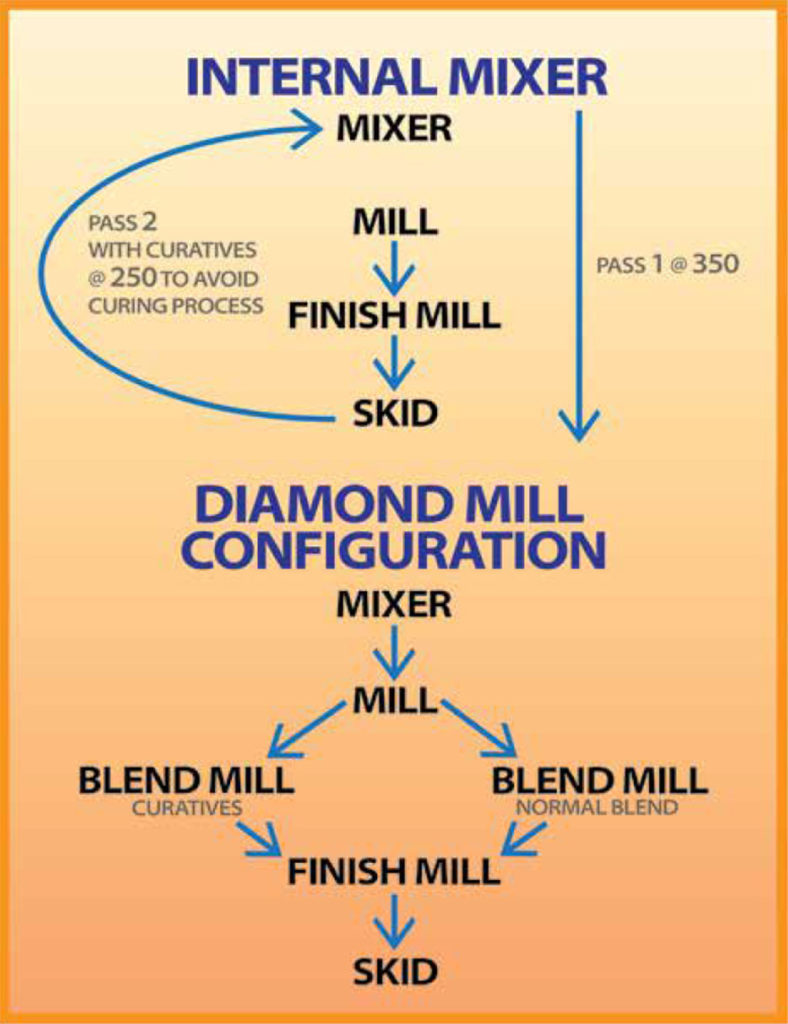
However, as this white paper will illustrate, the least expensive raw material doesn’t always translate to the lowest cost compound. Consider a diamond mill configuration in a compounding facility with a limited period of time to get cures dispersed on a two-roll mill without a second pass. Additives provide the solution via mill acceleration with dispersions. Other examples of beneficial uses of performance additives include reducing manufacturing time, improving worker environment, and providing a safe means of handling difficult raw materials.
But how do compounders and plant chemists find the right performance additives for their applications? With so many options, the choices can be overwhelming. To start, desired outcomes must be carefully defined. What is most important for a particular application? A systematic approach is necessary that defines objectives clearly, such as: better throughput and/or precise control of critical ingredients, lower costs with shortened mixing cycles, timely and complete dispersion, minimized airborne dust, ease of handling and incorporation, worker safety, and/or color control.
At what point do performance additives enter the compound mixing equation? In some cases, such as evaluating a new formula, the goal is to identify possible issues and consider performance additives to address those issues. However, until those potential issues are validated on the mixing line, powders may be used in the formulation, unless clear-cut safety concerns are identified.
Most additive scenarios occur when there is an existing process that needs improvement. Plant managers and supervisors, as well as operators on the mixing line, can usually identify issues that prevent operations from functioning and performing as desired. What issues hinder the use of rubber or processing rubber as quickly as desired? The question is what materials in the formulation should be evaluated?
While reviewing a formula, plant chemists may find, for example, that a particular ingredient doesn’t disperse, so a dispersion additive is needed. Does it need to be in pellet or slab form? Does it need to be liquid? If it is a liquid, will a dry powder work better? Is it a powder but it agglomerates badly so it needs separated? These are examples of identifying beneficial uses of performance additives.
Finding the best additive solution can be difficult. This white paper will help compounders understand and select prepared rubber chemicals or pre-dispersions of rubber chemicals and colorants for their applications.
Reasons for Using Performance Additives
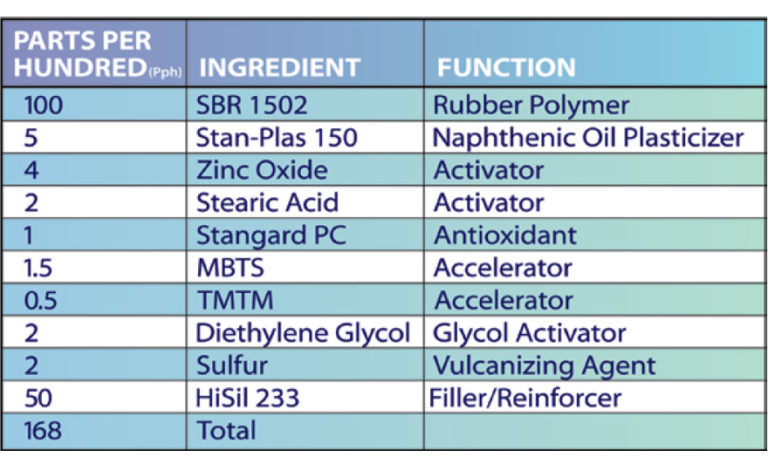
Designers and plant chemists sometimes have limited experience with rubber and often rely on the analytical and resource capabilities of polymer compound service providers. They may need assistance making selections for their applications. It’s true that performance additives shouldn’t be used unless they bring value, but nearly 78% of all formulations require some sort of additive. A typical formulation starts with a base rubber polymer, but may have 10 to 20 additional ingredients that influence each other, as well as the end product (See Figure 1).
Plant chemists may not know what’s available for mixing operations without outside assistance. A compounding service provider’s chemists and technicians have to ask the right questions about the application to make the correct assessment of the issue(s) to be solved.
As important as it is for compounding service chemists to ask questions, it is equally critical for the plant chemists and operators to share information about their objectives, processes, and equipment. For example:
- Describe the toughest problems, difficulties, and red flags they face on the factory floor
- Clearly define performance improvement/efficiency goals
- Identify the time-consuming steps in the current work flow
It is incumbent upon compound service providers to spend time on the factory floor with plant chemists and mixing line operators to understand their goals and concerns to help them find and implement the appropriate solutions. A give and take process of answering questions and sharing information is essential. Multiple topics at the mixing plant should be addressed, including:
Frustrations: Concerns about product quality, development cycle time, cost, and environmental issues.
Formulations: Requirements specific to a final product’s critical characteristics aren’t always clear, whether the product is tires, conveyor belts, hoses, molded goods, electrical products (wire & cable) or consumer goods
Functional Components: There are always questions about and a need to understand raw materials and their formulations. Raw materials include base polymers, fillers, vulcanizing agents, process aids, plasticizers, lubricants, curatives, accelerators and activators, protectants, colorants, blowing agents, and bonding agents (See Material Component Overview on page 7).
Forms of Components: Different form types, such as solids (e.g., slabs, bars, beads, and pellets), liquids, or pastes impact handling, mixing efficiency, environmental issues.
Formulations: The type and size of mixing equipment, mixing processes, and capacity utilization all present different processing issues to be considered.
Fabrication: Different fabrication methods, such as extrusion, injection molding, building and curing affect formulation requirements and performance additive selection.
Financial Considerations: Performance additives cost more than powders, but improved processing, shorter mixing cycles, and increased throughput more than offset initial cost differences.
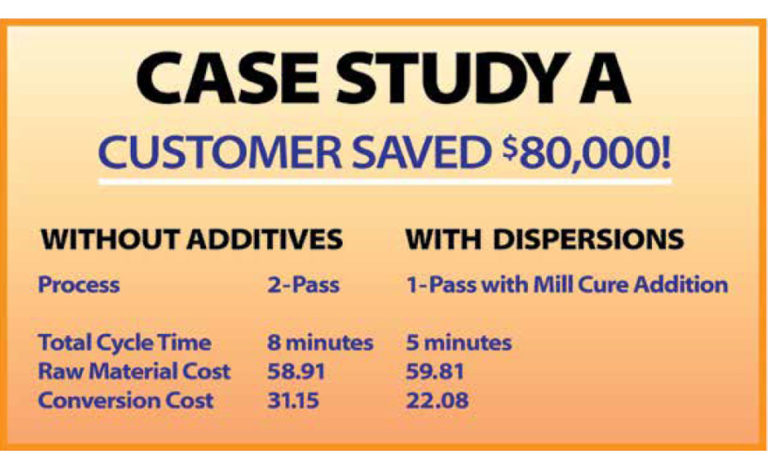
Performance improvements, process efficiency goals, and total cycle cost reductions are what compounding service providers identify, evaluate, and strive to implement for their mixing customers. The price of performance additives is not going to be less expensive than powders (though only a small percentage of a formulation’s cost), but process improvements and increased throughput contribute to lower total cycle costs as illustrated in Figure 2 below. That’s a major reason why plant chemists should constantly ask these types of questions when working with their compounding services provider. They should expect technical and application leadership.
Material Component Overview
Rubber Polymers – There are numerous grades of base polymers that vary in properties and cost. Select the right polymer for your application because rubber does not have universal, one-size-fits-all design criteria.
Fillers – Are available in several types: reinforcing, such as carbon black, semi-reinforcing, such as ______________NEED FROM MARK, and non-reinforcing, such as calcium carbonate. They help provide durability and performance in rubber compounds.
Plasticizers – They improve the rubber’s flow during processing, enhance filler dispersion, and reduce compound viscosity.
Tackifiers – Provide short- and long-term tack in the compound that causes the two layers to stick together with mild pressure. Tacky compounds don’t always stick to other surfaces.
Process Aids – As the name implies, these chemicals improve the compound’s processability.
Internal Lubricants – Are mixed into the compound to keep the compound from sticking to process equipment and to lower heat build up.
Protectants – Includes antioxidants that slow deterioration caused by contact with oxygen, antiozonants that slow deterioration caused by contact with ozone, and waxes, as well as metal deactivators and flame-retardants.
Accelerators – Hasten the chemical reaction and optimize the cross-linking reaction to speed up curing.
Activators – Strengthen accelerator performance and activate the vulcanization process.
Curatives – Sulfur, sulfur donors and other chemicals that cause cross-linking to occur.
Colorants – Are dispersions that eliminate cross-contamination of dry pigments, enhance color consistency across batch lots, reduce costs and increase product quality.
Blowing Agents – Produce gas by chemical or thermal action when added to a rubber compound in the manufacture of cell or sponge products.
Bonding Agents – They help hold dissimilar materials together in the finished rubber article.
Vulcanizing Agents – These agents provide the chemical process for converting rubber or related polymers into a more durable rubber-elastic material end product.
An Overview of Performance Additive Selection
Though there are virtually thousands of possibilities for using performance additives with formulations, there are six primary manufacturing concerns that account for the majority of performance additive applications. The suggested solutions provided here are addressed in detail in the Power of Performance Additives section later in this white paper.
Manufacturing Concerns:
Scrap too high due to inconsistent weighing: Consider using oil treated, pre-mixed powders, which are cleaner to handle and easier to weigh, to improve process and product uniformity. They are delivered to the compounding plant surface wetted for faster mixing, and multi-ingredient for reduced weighing, as well as the correct critical ratio of powders.
Too many ingredients to weigh for each batch: There are pre-weighed and packaged multi-component powder blends that are heat-sealed in a low-melt batch inclusion bag. They are customized to customer formulation and specialized weight, reducing labor and increasing formulation accuracy.
Health, safety and environmental concerns: Leading compounding services providers supply single- and multiple-component dispersions in clean, easy to handle solid forms – such as slabs, strips, pellets, and cubes – with rapid incorporation during mixing.
Mill cure addition: Consider single- and multiple- component dispersions that are flexible for custom requirements, and/or additives that feature encapsulation technology designed for rapid incorporation.
Undispersed powder in batches: Identify the powder and substitute it with a dispersion of that ingredient.
Cycle times are too long: Consider single- and multiple- component dispersions to replace powders or additives that feature encapsulation technology designed for rapid incorporation. These dispersions are flexible for custom requirements.
Performance additives properly selected to address manufacturing and process concerns, such as those listed above, help to maintain quality and consistency during compounding. They are often critical to successful, efficient, and profitable compound manufacturing because they:
- Ensure timely and complete dispersion of active ingredients into the compound
- Shorten mixing cycles, increasing machine output and reducing energy use
- Minimize airborne dust in transport, on the factory floor, and on mill mixing lines
- Simplify handling of difficult dry powders and raw materials
- Provide a safer environment and reduced exposure for workers
- Improve and extend compound shelf life
Financial considerations and cost reduction opportunities for using performance additives include:
- Reduced labor requirements: Less measuring of materials and clean up
- Reduced mixing time: Rapid incorporation of materials
- Reduced mixing cost through alternative procedures: Pre-manufacturing with premixed ingredients
- Reduced in-process losses: Oil-treated and polymer-based materials are easier to handle and weigh
- Improved product and process uniformity : Pre-weighed materials ensure the consistency of every batch
Performance additives also contribute to the success of customized formulations that require only small amounts – less than 100 pounds – of additives for __________ or _________. There is a true need for performance additives when developing prototype compounds.
Driving Forces For Using Performance Additives
The foundation of and driving forces for the use of performance additives are largely based on four factors: dispersive vs. distributive mixing; powders vs. chemical dispersions; prepared rubber chemical forms; and the importance of compatibility.
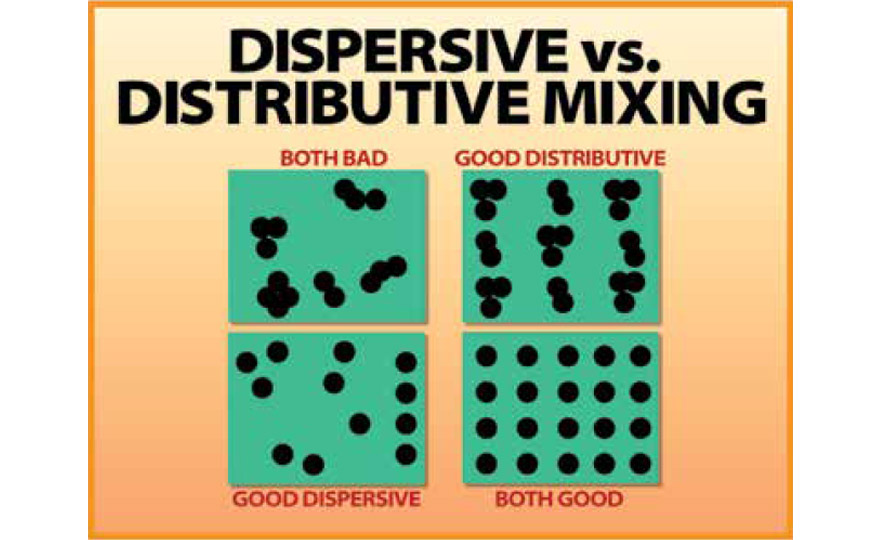
Dispersive vs. Distributive Mixing –The first question to answer is why it is important to have dispersion rather than distributive mixing (See Figure 3). D ispersive mixing ensures that particles of a substance are scattered throughout the mix – reducing the size of a cohesive minor component, the agglomerate – to determine the interaggregate separation and filler network characteristics. Dispersive mixing is ideal for complex, difficult to mix compounds that require a long mixing time. Proper techniques are necessary to ensure that agglomerates remain separated.
With distributive mixing, proper rheology is critical and involves spreading the minor component throughout the matrix to form a homogenous blend. High viscosity increases incorporation time or leads to non-uniform distribution. The closer the rheology of the varying compound components, the better the resulting final mix.
Imagine a tensile bar with a break at an undispersed accelerator material, which can over cure and burn. Ideally, mixing strives for perfect dispersion. Without a performance additive, multiple mixing passes may be necessary, but is the additional cost worth it? The goal of these processing scenarios it to determine “how much is good enough and does it work for the customer?” The goal is always to mix faster and more efficiently. This is accomplished by using an additive that reduces the time it takes for proper dispersion.
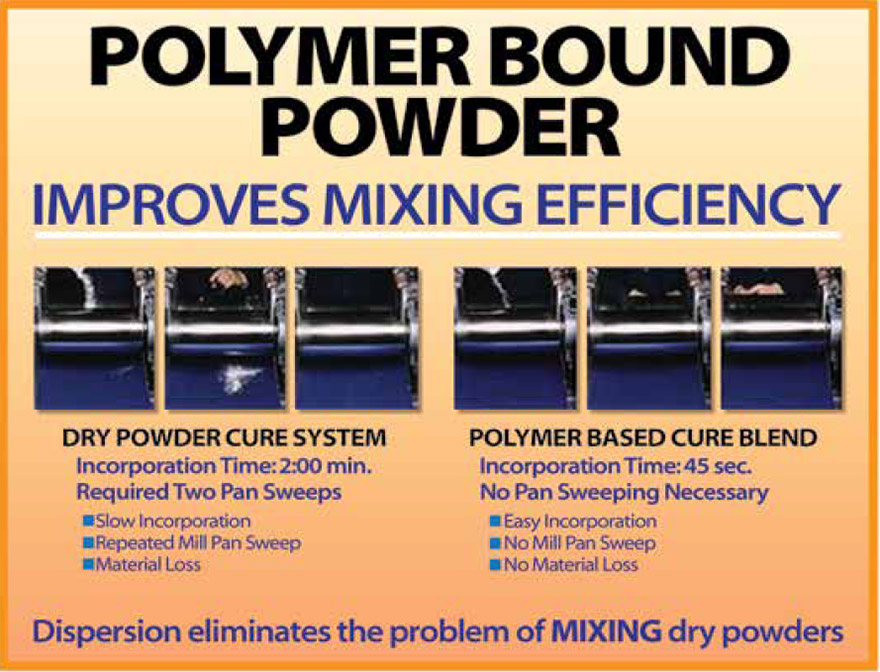
Powders vs. Chemical Dispersions – Figure 4 below does a good job of showing some of the efficiencies of chemical dispersions. It illustrates possible inefficiencies of a dry powder cure system on a two-roll mill. It is necessary to sweep up the powder and return it to the rolling nip until it incorporates. Incorporation time is two minutes, and requires two pan sweeps. Introducing a dispersion additive into the formulation significantly reduces the incorporation time.
Prepared Rubber Chemical Forms –Different form types, such as solids (e.g., slabs, bars, beads, and pellets), liquids, or pastes impact handling, mixing efficiency, environmental issues. These forms are addressed in detail in the Power of Performance Additives section of this white paper.
Importance of Compatibility – When using performance additives, compatibility with the base compound is extremely important. As noted, the range of possible additive solutions requires a thorough knowledge of the ramifications – positive and negative – for selecting an additive. Compounders prefer and use different binders. Some have a nitrile compound, so they select a nitrile binder. O thers use EPDM for their application, so they select EPDM. SBR used to be the general binder for just about everything because of its low cost, but with more specialty polymers, that is no longer the case.
Power of Performance Additives
Solutions for these driving forces can be found in proprietary performance additives, productivity enhancing pre-dispersed chemicals, master-batch products, and color concentrates. An initial review of the available additives and their forms follows.
Pre-weighed Materials. Critical compound components, such as the cure system, are often pre-weighed and provided by a third-party supplier. Low melt point bags are used and the unit is added directly into the internal mixer.
When the multi-components are pre-blended on a large scale, improved uniformity can be expected. During the blending operation, oil may be added to reduce dust loss when the bag is broken in a mixer; pre-wet powders will incorporate faster.
Benefits include:
- Improved product uniformity and process control
- An “environmentally friendly ” package
- Direct labor reduction
- Reduced work, reduced downgrading, or reduced scrap
Dust-suppressed powders. Commonly treated by wetting with an oil or plasticizer, dust-suppressed powders reduce dust. Fluid selection should be governed by the intended application. A compatible fluid is required to achieve a reasonable incorporation time during mixing. Incompatible fluids may bleed and cause fabrication problems and an unacceptable final product. Regulatory considerations are also important if the final product is a medical device, FDA regulated or a NSF governed product. Complete powder treatment is needed for effective dust suppression. Over-treatment can lead to re-massing and handling problems. Commonly, fluid addition levels range from 4% to 20%. Because fluid application is performed in low to medium intensity mixers, the particle size and agglomeration of the original powder critically affects dispersion quality.
Dust suppression reduces direct material contact, inhalation hazards and in-process material loss to dust collectors. Plant effluent streams, such as packaging residue and contaminated clothing, are also reduced by treated powders.
Since fluid treatment may be performed in powder mixing equipment, an opportunity to manufacture powder blends is present. Critical compound components, such as cure systems, flame retardant systems, and multi-pigment colorants, are often prepared as pre-blends. The main constraint for multi-component blends is chemically compatible, non-reactive components. These pre-blends are often customer specified, proprietary compositions.
Pre-blends reduce the number of weighings by compounders. Therefore, labor reduction may be possible in large plants. Large scale powder blending can improve blend composition uniformity. This often yields improved process and product uniformity. Improved uniformity normally translates into improved quality and reduced manufacturing costs.
Encapsulations. The composition of the encapsulating material is dictated by compatibility and regulator constraints. Since these products are mixed in low to medium intensity equipment, the particle size and agglomeration of the basic powder component(s) is important.
Polymer encapsulated powder products are completely dust-free and do not cling to packaging or handling equipment. Thus, in-process losses are substantially reduced and the product form is “environmentally friendly.” Re-massing is eliminated. Additionally, they have an affinity for compounds, not mixing equipment surfaces. Plate-out on the surfaces of mixing equipment is eliminated and mixing efficiency is maintained.
Properly handled, mixing times can be dramatically reduced and mill pan or internal mixer throat sweeps can be eliminated (See Figure 5). These products have the appearance of finely ground rubber and their small particle size facilitates distributive mixing. The rapid incorporation of polymer-encapsulated powders has facilitated changes in mixing procedures and resultant cost savings. Introducing cure components late in a single pass mix can eliminate two-pass mixing requirements. If the cure system has a very short scorch time, the compound may require some cooling before the curative(s) are added. This may be achieved on the drop mill below the internal mixer. Compared with dry powders, incorporation times on a 2-roll mill can be reduced by over 50% with polymer encapsulated powder substitution.
Absorbed “ Liquids” (Dry Liquid Powders) . A low melting solid or viscous liquid is difficult to handle and mix. Often, the material must be heated to handle, creating a safety hazard. Adding liquids during mixing lubricates compounds and reduces shear input. However, they must be added slowly to maintain effective mixing. Such materials are often absorbed on high surface area carriers. The final product handles like an “oiled” powder. Carrier selection may be tailored to the final application. Products utilizing fumed silicas or diatomaceous earth can achieve 60 to 75% activity. Unfortunately, these carriers are prone to moisture pick up. Unless the carriers are dried prior to use, moisture is expected. For moisture sensitive materials or applications, calcined clays may be used. They are not as prone to moisture pick up. Due to their lower surface area, final products are typically 30% to 40% active. Some of the common material handled in this fashion are petroleum oils, ester plasticizers, low softening point resins (pine tar, rosin, coumarone-indene, phenolic, etc.), waxes, low molecular weight liquid elastomers, adhesion promoters, silane coupling agents, co-agents and peptizers.
Benefits include:
- Improved handling
- More accurate weighing and addition
- Reduced packaging losses
- Improved mixing
Partitioned “ Solids.” Lower melt point solids, such as tackifing resins, are often supplied in drums. Due to their low melt point, the material is one large mass. To handle these materials, they must be broken or crushed into small particles that can be weighed and mixed. Unless the particles are partitioned, they will re-mass. Partitioning agents are usually clay, precipitated silica or diatomaceous earth. The prime benefit of this form is improved handling which translates into reduced labor costs and decreased health and safety issues.
Polymer based Dispersions. The key factors that determine dispersion quality are the raw material quality, the dispersion formulation, processing equipment and mixing procedure. A polymer based binder system (continuous phase) should be of sufficient viscosity at processing temperature to ensure adequate shear input to attain good deagglomeration and uniform dispersion. The pre-dispersion must be soft enough at processing temperatures to attain good distributive mixing in the final compound. The binder system should also be non-reactive polymer that is compatible with the final compound and its application. For these reasons, dispersions based on NR, SBR, NBR, EPR, EPD M, EPD M/EVA, CPE, CR, PVC, various other thermoplastic polymers, or customer specified polymer grade and/or source may be required. Single component dispersions are the most common; however, multi-component dispersions are produced to customer specification. These dispersions are limited to non-reactive compositions.
Benefits obtained when powders are replaced with polymer-based dispersions include:
- Improved material handling
- Reduced mixing time (Mixing is distributive rather than dispersive.)
- Improved product & process uniformity when a multi-component dispersion is used
- Reduced in-process material shrinkage
- Lower scrap and/or downgraded product
- Improved environmental conditions (Both direct contact & indirect contact are reduced.)
Paste Dispersions. Chemical or color paste dispersions are often used in very low viscosity compounds to achieve good dispersion and distributive mixing. The same constraints are present with paste dispersions as were noted for all previous systems. Fluid selection and multi-component limitations are important. Paste dispersions can range from fairly low viscosity products that are pumped and metered to products so viscous; they are extruded as bar forms.
Dispersion quality should be specified to ensure adequate quality for the final application. Generally, paste dispersion cost is directly related to the quality of dispersion specified. Paste dispersion quality or deagglomeration may be measured by the Hegman NS Grind test (ASTM D -1210). This simple test measures the maximum residual particle size and expresses it as a number between 0 (100 microns) to 8 (0 microns).
Benefits include:
- Improved dispersion and faster distribution in low viscosity compounds
- Improved uniformity with multi-component paste dispersions
- Reduced re-work , downgrading and scrap
Coloring Rubber Compounds
Rubber technologists spend years learning how to compound and develop excellent compound properties, yet few truly understand the importance of color selection and dispersion to overall compound properties. Many do not understand the science of color, which is a topic for another white paper. The critical aspects of color perception for consideration here are source, object, and observer. The source refers to the light source, which defines color and dramatically affects how a color is perceived. When considering the object, the surface type of the final part (a glossy, matte, or dull surface) affects color. The final aspect, the observer, may be a human or a machine.
Color typically involves either dyes or pigments. Dyes are soluble materials that are expensive, used at very low loadings, and ‘bleed’ or migrate out of rubber compounds. Pigments are insoluble discreet particles used to color materials. Because of the migration issues with dyes, pigments are used almost exclusively in rubber compounding applications.
Pigment Selection
The best time to select a pigment system is during the early phase of compound development. Unfortunately color pigmentation is often an afterthought. Selecting the best pigment(s) to meet specific application requirements is critical to choosing the most cost effective and best performance colorants to provide an ideal balance of dispersion and compatibility for the application. Pigment selection requires a thorough knowledge of the final application requirements. Questions to answer include:
- What is the desired color and how critical is the match?
- What U.V. requirements exist?
- Is it an outdoor or indoor application?
- What processing temperatures will be used during the product’s manufacture, and for how long will it be exposed to that temperature?
- Is this a food contact application?
- Is it required to be ‘heavy metal free’?
- What is the expected life of this product – 1 day ? 20 years?
- What are the cost constraints?
Color Delivery Systems
Once the pigments have been selected, the next crucial choice is the delivery system to introduce the colorant into the compound. Dry colors, solid dispersions, and paste dispersions are the most common types. Careful consideration of the delivery system is critical to obtaining the lowest total manufacturing cost. This cost not only contains the raw material cost, but also weigh up time, processing resources and scrap costs. Although dry color has a low initial raw material cost, the degree of difficulty in dispersing needed to obtain the maximum pigment strength often requires a color concentrate. Color master batches eliminate this and other issues found with dry colors. Several forms are available, including slab, cube, pellet and paste.
Conclusion
Powders provide the least expensive approach to rubber compounding. Performance additives are not needed when they don’t bring value or provide clear benefits. However, as this white paper illustrated, the least expensive raw material doesn’t always translate to the lowest cost compound. Examples of beneficial uses of performance additives include reducing manufacturing time, improving worker environment, and providing a safe means of handling difficult raw materials.
Objectives to be achieved when using additives include cleanliness, dispersion, color control, ease of handling and worker safety, ease of incorporation, and precise control of critical ingredients. To meet these objectives there are multiple performance additive types to be considered and evaluated for each application, including pre-weighed materials, dust-suppressed powders, encapsulations, absorbed liquids, partitioned solids, polymer-based dispersions, paste dispersions, and color dispersions.
The cost reduction and manufacturing benefits of using performance additives include reduced labor, mixing time, and in-process losses; less scrap, improved throughput, improved product and process uniformity.